

















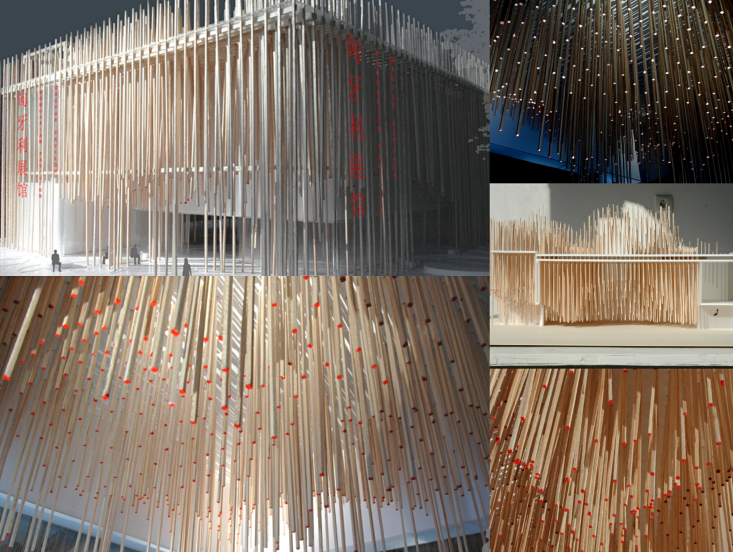
世博会匈牙利馆572轴伺服系统
SZIN-EM IH -150 电脑控制双路提升机控制系统描述
一、系统要求
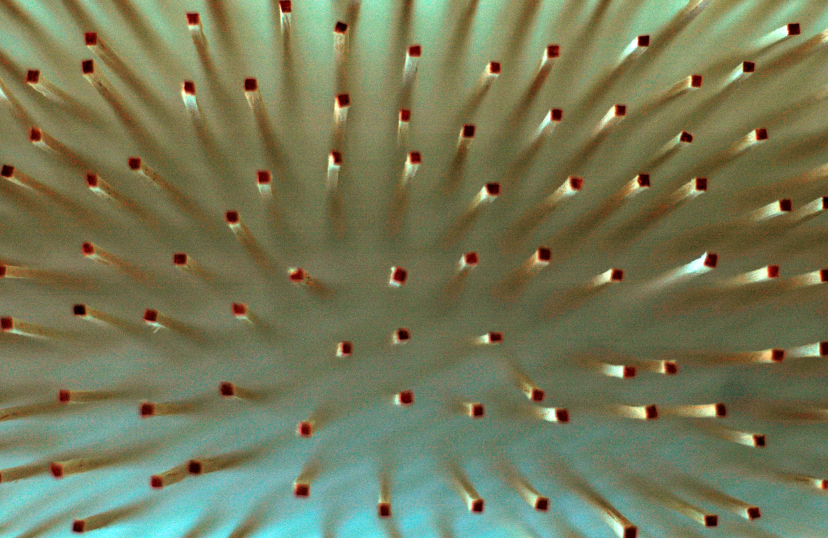
1.现场矩阵分布572个控制点,由中央PLC协调控制,并通过伺服驱动木套筒上下垂直运动,运动效果由可视化软件(音频转换软件)设计生成,所有驱动单元通过高速总线接受上位发来的位置等数据,并返回上位需要的实时数据及报警信息等。
2.控制产品硬件要求:
572个控制点要求在时间和空间上协调,位置误差+/-5mm,速度0-0.3m/s
二、功能实现
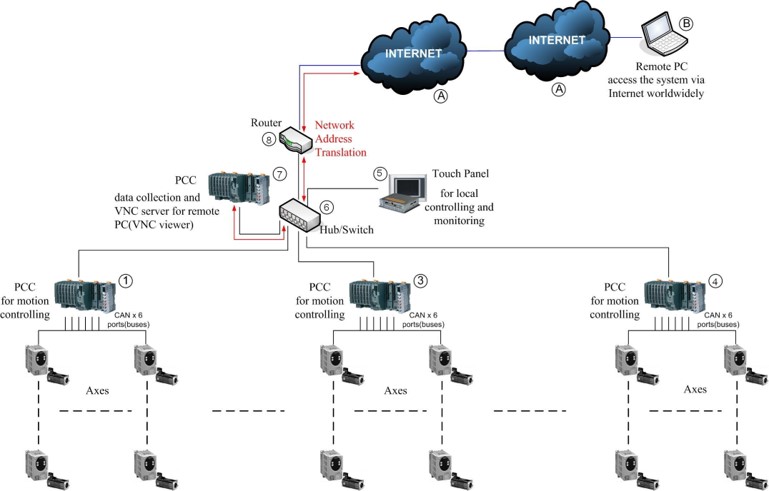
系统图

系统共分为4个控制单元,控制572台伺服电机。每个单元与伺服控制器通过CAN通讯实现无缝连接,每个单元采用贝加莱X20系列,具有6个CAN口,每个CAN口与24台伺服电机进行控制(理论上63个控制点)。 4个单元通过以太网与上位机进行实时数据交换。
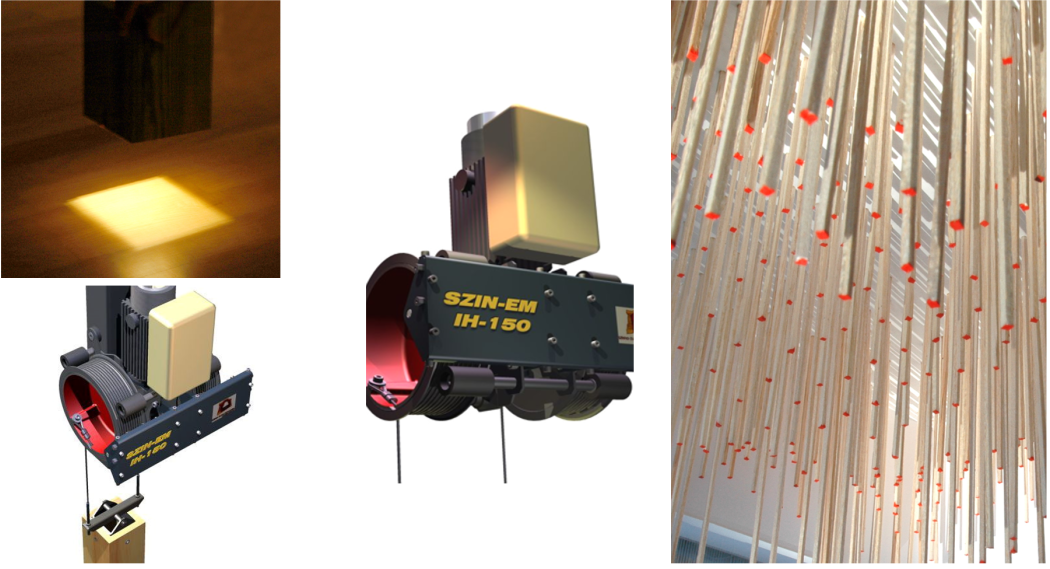
1、采用内置位置控制模块的伺服系统,通过CAN通讯,接受PLC发来的 位置等信号,驱动木筒上下运行,同时反馈实际位置、当前状态等信息,到PLC,并通过人机界面进行实时显示及监控。电机内置安全制动器,保证意外断电时安全停车;电机配蜗杆双出轴减速器,带静态自锁功能,确保物体不会意外下滑。
2、PLC协调动作,发送及接受各种信息,CAN总线通讯快速、稳定、可靠。
3、4个控制单元与上位显示单元(HMI)通过以太网连接,显示每个控制点的状态信息及设定位置、发送启动停止手动等控制命令。
三、总体说明:
1.4 方案同时提供了一种可行性:远程PC机通过路由器监控现场运动状态和信息。
四、系统特点
1、采用本地化控制集成电机,控制器就近安装,简化了接线要求(插头接线方便快速),降低了控制接线及控制柜成本,缩短了调试时间。
2、CAN总线通讯方式,成本低,接线方便,调试简单,运行可靠。运行速度快(扫描周期20ms,设计要求500ms)
(1)与普通的I/O控制比较,控制接线少
(2)低成本
(3)极高的总线利用率
(4)高速数据传输速率(高达1Mbit/S)
(5)可靠的错误处理和检错机制
(6)发送期间若由于出错而遭破坏的信息可自动重发送
(7)节点在严重错误的情况下具有自动退出总线的功能
3、核心部件采用******,确保硬件产品的稳定性以及一致性。(伺服系统以及抵押电气采用法国施耐德,PLC以及HMI采用奥地利B&R)
4、蜗杆减速箱为全铝壳设计:
5、排线方式采用分布式集中控制,最大限度的节约了线缆成本,方便施工人员现场作业和检修。每个控制点安装保护开关,确保设备安全运行。
6、控制柜内加装交流电抗器、滤波器,最大限度抑制了伺服控制器对电网的谐波干扰,满足EMC标准,确保绿色电网。同时保障整个系统的抗干扰能力。
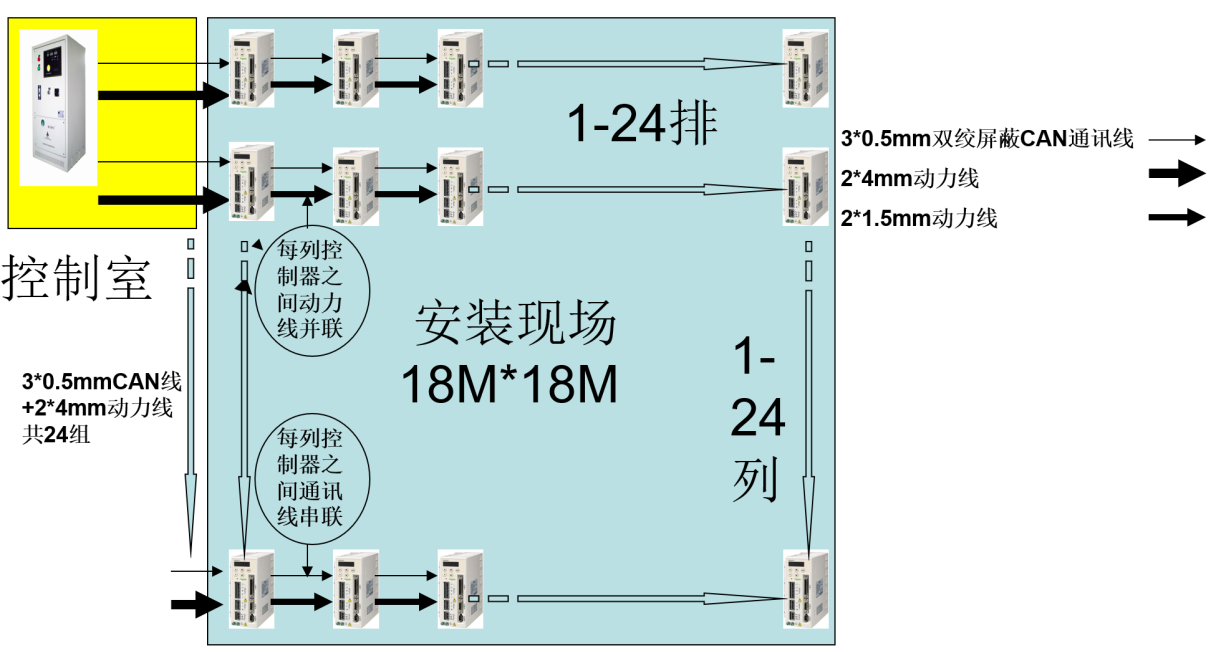
五、线缆布局说明
系统特点:
点数多(572根轴)
集中矩阵式分布(24*24)
控制室离现场较远(>10M)
根据以上特点,排线方式的选择将是一个非常重要的环节,它将直接影响系统成本和安装时间等问题。根据我们的经验,采用集中分布式排线方式将是最佳的选择。将572根轴分为24排*24列(如前图所示)
1、CAN通讯连接方式
a.以一列为一个单位(CAN模块最多带24根轴),24列即由24个CAN模 块分别控制
b.每一列的**台控制器,由对应控制柜中的CAN模块连接,后面的控制器依次串联上一台控制器。
c.控制柜侧到现场的通讯线必须安放在屏蔽套筒内,确保干扰**。
2、动力线连接方式
a.以一列为一个单位(控制柜内安装24个空气开关),24列即由24个空开分别控制。
b.每一列的**台控制器,由对应控制柜中的空气开关连接,后面的控制器依次并联上一台控制器。
c.动力电缆线与通讯电缆线尽量远离。
3、电机线缆连接方式
控制器尽量安装在电机上部和最近的距离,方便安装人员排线和安装。
